Виды допуска на боковой зазор. Способ определения величины бокового зазора
Вид сопряжений зубьев колес в передаче характеризуется наименьшим гарантированным боковым зазором. Боковым зазором называют измеренное по нормали расстояние между нерабочими профилями зубьев колес, находящихся в зацеплении (рис. 5.133, а).
Боковой зазор необходим для обеспечения нормальных условий эксплуатации зубчатой передачи. Он компенсирует температурные деформации, погрешности монтажа передачи и служит для размещения смазки.
Рис. 5.133.
Системой допусков на зубчатые передачи устанавливается гарантированный боковой зазор 7^,т(п - наименьший предписанный боковой зазор. Величина гарантированного зазора определяется вне зависимости от степени точности колес и передачи.
Для удовлетворения требований различных отраслей промышленности, независимо от степени точности изготовления колес передачи, предусмотрено шесть видов сопряжений зубьев колес в передаче: А, В, С, Д Еи Н, определяющих различную величину у ^Срис. 5.133, 6).
Виды сопряжений зубчатых колес в передаче в зависимости от степени точности по нормам плавности работы указаны ниже.

Видам сопряжений Н и Е соответствует вид допуска на боковой зазор И, а видам сопряжений Д С, В и А - виды допуска сі, с, Ь и а соответственно.
Соответствие между видом сопряжения зубчатых колес в передаче и видом допуска на боковой зазор допускается изменять; при этом также могут быть использованы виды допусков х, у, ь
Устанавливаются шесть классов отклонений межосевого расстояния, обозначаемых в порядке убывания точности римскими цифрам и от / до VI.
Гарантированный боковой зазор в каждом сопряжении обеспечивается при соблюдении предусмотренных классов отклонений межосевого расстояния:

Допускается изменять соответствие между видом сопряжения и классом отклонений межосевого расстояния.
С увеличением в сопряжении гарантированного бокового зазора предусмотрен возрастающий по величине одноименно обозначаемый допуск (кроме сопряжения £).
Иногда конструктор вынужден назначить другой, обычно более грубый класс. Гарантированный боковой зазор в этом случае уменьшится, а его численное значение указывают в условном обозначении зубчатой передачи:
гдеупт|п ^лfa - стандартные значения гарантированного бокового зазора и предельного отклонения межосевого расстояния для данного вида
сопряжения; - отклонение межосевого расстояния для назначенного более грубого класса.
Вследствие увеличения температуры при работе передачи размеры колес увеличиваются в большей степени, чем расстояние между их осями, поэтому боковой зазор уменьшается. Боковой зазоруят1п, необходимый для компенсации температурных деформаций и размещения смазочного материала, определяется по формуле:
где V - толщина слоя смазочного материала между зубьями; а",- межосевое расстояние; а{ и а, - температурный коэффициент линейного расширения материала колес и корпуса; Д/° и - отклонение температуры колеса и корпуса от нормальной температуры (20 °С); а - угол профиля исходного контура.
Боковой зазор обеспечивают за счет радиального смешения исходного контура рейки (зуборезного инструмента) от его номинального положения / (рис. 5.134) в тело колеса. Под номинальным положением исходного контура понимается положение исходного контура на зубчатом колесе, лишенном погрешностей, при котором расстояние от рабочей оси вращения до делительной прямой равно:
![]()
где хтп - номинальное смещение исходного контура, не предусматривающее бокового зазора.

Рис. 5.134.
1 - номинальное положение исходного контура: 2 - действительное положение исходного контура
Дополнительное смещение исходного контура Е,1Г - дополнительное смешение исходного контура от его номинального положения в тело зубчатого колеса, осуществляемое с целью обеспечения в передаче гарантированного бокового зазора (см. рис. 5.134).
Наименьшую величину, дополнительное смешение исходного контура назначают в зависимости от степени точности по нормам плавности и от вида сопряжения и обозначают: для зубчатого колеса с внешними зубьями - £№, для зубчатого колеса с внутренними зубьями +ЕВ. Допуск на дополнительное смешение исходного контура Т" установлен в зависимости от допуска на радиальное биение Ег> вида сопряжения, причем Тн> ЕГТН>
Показателями бокового зазора являются: наименьшее дополнительное смещение исходного контура ЕНе(Еш) или наименьшее задаваемое отклонение средней длины обшей нормали ЕН1Упь(Ены) (рис. 5.135), или наименьшее отклонение зуба по постоянной хорде в нормальном сечении - £д, или отклонение измерительного межосевого расстояния ЕЛі ЕГ1 (рис. 5.136), или наименьшее отклонение обшей

Рис. 5.135.
нормали верхнее Ет(Ет). Их назначают в зависимости от вида сопряжения и степени точности по нормам плавности работы.
Для передач с нерегулируемым расположением осей - предельные отклонения межосевого расстояния ±/й, а с регулируемым - наименьший боковой зазорупт|п.
Средняя длина обшей нормали

Рис. 5.136.
![]()
где И", И%,]Уг - действительные длины обшей нормали; г - число зубьев.
Стандартом установлены допуски на дополнительное смешение исходного контура Тн, допуск на среднюю длину обшей нормали Тш и допуск на толщину зуба Те9 а также предельные отклонения
межосевого расстояния: нижнее - Ea.t и верхнее Ел.
Связь смешения исходного контура с боковым зазором и уменьшением толщины зуба Еа можно определить из треугольников abc и dcb (см. рис. 5.134):
Общий боковой зазор должен состоять из гарантированного зазора У"пип и зазора Кр компенсирующего погрешность изготовления зубчатых колес и монтажа передачи, уменьшающих боковой зазор, т. е.
Необходимое смешение исходного контура обоих зубчатых колесах равно
![]()
Из этой формулы следует, что различную величину бокового зазора в зависимости от вида сопряжения зубьев можно получить путем соответствующего смешения исходного контура.
Величина К} предназначена для компенсации погрешностей изготовления зубчатых колес монтажа передач: межосевого расстояния/,^ шага зацепления ^, на обоих колесах, направление зубьев Е^ на обоих колесах, отклонения от параллельности осей/^ и перекоса />г осей и может быть определена по формуле
Максимальное значение бокового зазора между зубьями в передаче стандартом не ограничивается. Его значение можно определить из решения сборочной размерной цепи, составляющими звеньями которой являются межосевое расстояние и смешение исходных контуров при нарезании обоих колес и др. При этом максимальный зазор не должен превышать значения, получаемого при наиболее неблагоприятном сочетании отклонений составляющих звеньев, т. е.
Типы боковых зазоров (определяются для каждого зубчатого колеса в наборе зубчатых колес)
Реальные зубчатые колеса должны производиться со специальными допустимыми боковыми зазорами. Определите допустимые значения, исходя из своих рабочих условий.
В цилиндрических и косозубых зубчатых зацеплениях существует два способа определения необходимого значения бокового зазора. Во-первых, уменьшите толщину зуба, погрузив пуансон в пустую форму на глубину, превышающую теоретически допустимую по стандарту. Во-вторых, увеличьте межосевое расстояние по сравнению с рассчитанным теоретически.
При задании бокового зазора, учитывайте следующие факторы:
- Пространство, необходимое для смазки.
- Дифференциальное расширение между компонентами зубчатого колеса и кожухом.
- Ошибки в расчетах. Недостаточность обоих колес, ошибки профиля, шаг, толщина зуба, угол наклона зуба и межосевое расстояние. Чем меньше величина бокового зазора, тем более точной будет машинная обработка зубчатого колеса.
- Условия работы, например, частое реверсирование или избыточная нагрузка.
Размер бокового зазора не должен быть слишком велик для соответствия требованиям работы. Убедитесь, что он достаточен для того, чтобы затраты на машинную обработку не превысили необходимые.
Традиционно устанавливается половина значения допуска для бокового зазора на толщину зубьев каждого зубчатого колеса из пары. Однако существуют исключения. Например, в шестернях, имеющих малое количество зубьев, используются все допустимые значения для ведомого зубчатого колеса. В результате не происходит ослабления зуба шестерни.
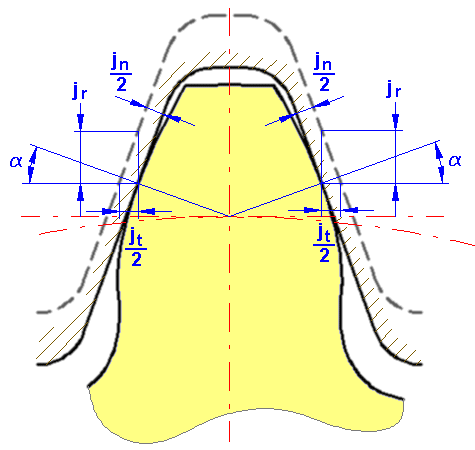
- Круговой боковой зазор j t [мм/дюймы]
- Нормальный боковой зазор j n [мм/дюймы]
- Центральный боковой зазор j r [мм/дюймы]
- Угловой боковой зазор j [град]
| Типы зацепления зубчатых колес | Отношение между круговым направлением j t и нормальным направлением j n | Отношение между круговым направлением j t и центральным направлением j r | Отношение между круговым направлением j t и угловым боковым зазором j |
|---|---|---|---|
| Цилиндрическое зубчатое зацепление | j n = j t cos α | ||
| Косозубое цилиндрическое зубчатое колесо | j nn = j tt cos α n cos β |
|
|
|

Боковой зазор зацепления косозубого колеса
Для косозубых колес имеется два вида боковых зазоров, относящихся к интервалу зуба. Существует поперечное сечение в нормальном направлении поверхности зубьев “n” и поперечное сечение в перпендикулярном направлении к оси “t”.

|
j nn |
Боковой зазор в направлении, перпендикулярном по отношению к поверхности зуба |
|
j nt |
Боковой зазор в круговом направлении в поперечном сечении, перпендикулярном по отношению к зубу |
|
j tn |
Боковой зазор в направлении, перпендикулярном по отношению к поверхности зуба в поперечном сечении, перпендикулярном оси |
|
j tt |
Боковой зазор в круговом направлении, перпендикулярном оси |
|
В плоскости нормали к зубу: |
j nn = j nt cos α n |
Боковой зазор j n между неработающими профилями зубьев сопряженных колес определяют в сечении, перпендикулярном направлению зубьев, в плоскости, касательной к основным цилиндрам (рисунок 36). Этот зазор необходим для устранения заклинивания при нагреве передачи (температурная компенсация), размещения слоя смазки, а также для компенсации погрешностей изготовления и сборки. Боковой зазор приводит к появлению при реверсировании передач мертвого хода, величину которого ограничивают для уменьшения ударов по нерабочим профилям зубьев. Теоретическая зубчатая передача является двухпрофильной и беззазорной (j n = 0). Реальная передача должна иметь боковой зазор.
Минимальная величина бокового зазора j n min определяет вид сопряжения зубьев. Стандартами предусматривается шесть видов сопряжения: А (с увеличенным гарантированным зазором j n min для 3-12 степеней точности), В (с нормальным гарантированным зазором, 3-11), С, D (с уменьшенным j n min , 3-9, 3-8), Е (с малым j n min , 3-7), Н (нулевым j n min , 3-7).
Установлено восемь видов допусков Тj n бокового зазора (при этом Тj n =
j n min - j n max): h, d, c, b, a, z, y, x. Допуски расположены в порядке возрастания. Видам сопряжения Н и Е соответствует вид допуска h, видам сопряжения D, С, В, А – соответственно d, c, b , a. Допускается по технологическим или иным соображениям менять соответствие видов сопряжения и допуски бокового зазора, используя также виды допуска z, y, x (см. рисунок 36).
Установлено шесть классов отклонений межосевых расстояний, обозначаемых в порядке убывания точности римскими цифрами от 1 до Y1. Гарантированный боковой зазор обеспечивается при соблюдении установленных для данного вида сопряжения классов отклонений межосевого расстояния (Н, Е –II класс, D, C, B, A – III, IY, Y, YI классы).
Минимальный боковой зазор j n min должен учитывать температурную компенсацию j nt и слой смазки см:
j n min = j nt + см. (3.156)
Рисунок 36 – Боковой зазор в зубчатой передаче
Необходимую температурную компенсацию можно рассчитать, зная температуру колеса t кол и корпуса передачи t пер и учитывая, что боковой зазор j n измеряют под углом профиля :
t = a w [ кол (t кол – 20 0) - кор (t кор – 20 0)],
где w – межосевое расстояние, I – коэффициенты линейного расширения ( кол – колеса, кор – корпуса).
Учитывая, что толщина смазки должна составлять от 0,01 до 0,03 модуля, получим, что минимальный (гарантированный) боковой зазор j n min должен быть равен
j n min = (0,01 0,03) m + a w [(( кол (t кол –20 0) - пер (t пер – 20 0) 2sin (3.157)
Сопряжение вида В гарантирует боковой зазор, при котором исключается заклинивание зубьев передачи от нагрева при разности температур колес и корпуса 25 0 С (см. рисунок 36).
Как следует из сказанного, вид сопряжения зубьев назначается расчетным или опытным путем независимо от степеней точности. Допустимые погрешности изготовления или монтажа зубчатой передачи, зависящие от степеней точности, сказываются на максимальной величине бокового зазора.
Существуют три метода обеспечения бокового зазора: регулирование расстояния между осями передачи, применение при изготовлении специального инструмента с утолщенными зубьями и метод радиального смещения исходного контура рейки зубонарезного инструмента.
Первый метод практически не применяют, т.к. перемещение рабочих валов для получения бокового зазора приводит к уменьшению активной части профиля и коэффициента перекрытия; этот метод невозможен при нескольких парах сопряженных зубьев, сидящих на двух параллельных валах, так как отрегулированный боковой зазор одной пары шестерен дает неприемлемые значения для остальных пар шестерен.
Второй метод получения “тонких” зубьев шестерен за счет увеличения толщины режущих зубьев инструмента (фрез, реек и т.д.) ведет к увеличению номенклатуры и удорожанию инструмента.
Третий метод получил преимущественное распространение, так как использует стандартный инструмент и позволяет обеспечивать любые боковые зазоры за счет дополнительного смещения зубонарезного инструмента в “тело” заготовки. Наименьший боковой зазор создается за счет уменьшения толщины зуба по постоянной хорде Е с методом радиального смещения исходного контура на величину Е Н. Дополнительное уменьшение толщины зуба по хорде на величину допуска Т с происходит за счет допуска на смещение исходного контура Т Н, что вызывает соответствующее увеличение бокового зазора. Зависимости, характеризующие изменение бокового зазора от смещения исходного контура и утонения зуба показана на рисунке 36:
j n min = 2 Е Н sin; (3.158)
E C = 2E H tg. (3.159)
Таким образом,
боковой зазор определяется смещением
исходного контура Е Н,
межосевым расстоянием а
(для него установлены отклонения f a),
толщиной зуба на делительной окружности
или постоянной хордой зуба 
При наличии радиального биения F r толщины зубьев не остаются постоянными, но изменяются с приближением и удалением к ведущему колесу, поэтому Т Н F r:
Т Н = 1,1 F r + 20. (3.160)
Боковой зазор состоит из гарантированного бокового зазора j n min и бокового зазора j n 1 для компенсации погрешности изготовления и монтажа (1 и 2 – колесо и шестерни):
j n min + j n1 = (Е Н 1 + Е Н 2)2 sin. (3.161)
Принимая смещение колеса и шестерни приблизительно одинаковыми
Е Н 1 Е Н 2 Е Н, получим ( = 20 0):
Боковой зазор j n 1 учитывает отклонения межосевого расстояния f a , шага зацепления f p в двух колес, отклонения направления F двух колес, отклонения от параллельности f x и перекоса осей f у, j n 1 равен при квадратичном суммировании:
Наибольший боковой зазор является замыкающим звеном сборочной размерной цепи, составляющими звеньями которой будут отклонения межосевого расстояния и смещения исходных контуров:
j n max = j n min + (Т Н 1 + Т Н 2 + 2f a) 2sin. (3.164)
Учитывая производственные потребности, для характеристики бокового зазора применяют следующие показатели:
наименьшее смещение исходного контура Е Н (допуск Т Н );
наименьшее отклонение толщины зуба Е С (допуск Т С = 0,73 Т Н );
наименьшее отклонение средней длины общей нормали Е wm (допуск Т wm );
наименьшее отклонение длины общей нормали Е w (допуск Т w );
предельные отклонения измерительного межосевого расстояния Е а`` (+ E a `` s и -Е а`` I ).
Нормаль W – расстояние между разноименными боковыми поверхностями группы (2, 3 и т.д.) зубьев.
Измерительное
межосевое расстояние – расстояние
беззазорного сопряжения зубьев
контролируемого колеса и измерительного
колеса; E a `` s = (колебание
измерительного расстояния на одном
зубе); E a `` I
= -Т Н.
(колебание
измерительного расстояния на одном
зубе); E a `` I
= -Т Н.
При разработке чертежей зубчатых колес, корпусов редукторов, приводов и т.д. применяются показатели w (E w , T w), S c (E c , T c), f a (рисунок 36).
При контроле зубчатых колес используют комплексы показателей, которые установлены для различных степеней точности. Комплексы контроля являются равноправными, но не равноценными. Первый из них (для каждой нормы, образованный одним комплексным показателем, дает наиболее полную оценку точности колеса). Каждый последующий характеризует значительную долю основной погрешности или отдельные ее части.
Выбор того или иного комплекса контроля зависит от назначения и точности зубчатых колес и передач (принцип инверсии), их размеров, практики контроля, объема и условий производства и др. Для выбранного комплекса на чертеже зубчатого колеса с нестандартным исходным контуром указывают необходимые допуски и отклонения и колесо контролируют по всем параметрам.
В чертежах зубчатых колес со стандартным исходным контуром (рисунок 37), показатели комплекса конструктор не указывает; эти показатели назначаются технологическими службами.
Контроль зубчатых колес может быть приемочный, профилактический и технологический.
Приемочный контроль – контролируют показатели комплекса.
Профилактический – отладка технологических процессов и выявление причин брака.
Для контроля кинематической точности используют приборы для измерения кинематической погрешности колес, измерительного межосевого расстояния, накопленной погрешности шагов, радиального биения, колебания длины общей нормали, погрешности обката.
При контроле плавности работы применяют приборы для измерения местной кинематической и циклических погрешностей, шага зацепления, погрешности профиля, отклонений углового шага.
При контроле полноты контакта применяют приборы для измерения суммарного пятна контакта, осевого шага, направления зуба, погрешности формы и расположения контактной линии.
При контроле бокового зазора измеряют приборами смещение исходного контура, отклонение измерительного межосевого расстояния, отклонение средней длины общей нормали, толщину зуба (в том числе штангензубомерами).

Рисунок 37 – Зубчатое колесо
Теоретически эвольвентные зубчатые зацепления являются двухпрофильными (в контакте оба профиля зуба).
Практически такие зацепления неработоспособны из-за наличия:
Погрешности изготовления и ошибок монтажа;
Температурных деформаций;
Изгиба зубьев под нагрузкой;
Из-за отсутствия смазки между сопряженными поверхностями.
Таким образом, работоспособным является однопрофильное зацепление, в котором передача вращения осуществляется парой сопряженных профилей, а другая пара профилей образует боковой зазор, необходимый для компенсации выше указанных погрешностей.
Боковой зазор j n обеспечивает небольшой люфт (поворот) зубчатого колеса в передаче при заторможенном или неподвижном втором колесе. Боковой зазор измеряется вдоль линии зацепления между касательными к нерабочим профилям зубьев в сечении, перпендикулярном к направлению зубьев, и в плоскости, касательной к основным цилиндрам.
Для нормальной работы боковой зазор в передаче должен быть не меньше установленного гарантированного зазора j n min и не больше наибольшего допустимого зазора.
Требования к боковому зазору между нерабочими профилями зубьев в собранной передаче, объединенные в норму бокового зазора, назначают дополнительно независимо от точности изготовления передач и колес.
Величина бокового зазора является характеристикой вида сопряжения (рис.60).
| |
Рис. 59. Схема расположения полей допусков на боковой зазор
Стандартом предусматривается шесть видов сопряжения и восемь видов допусков бокового зазора для зубчатых передач с модулем св. 1 мм (табл. 14).
Выбор вида сопряжения не зависит от степени точности зубчатого колеса, а зависит от межосевого расстояния, скорости вращения, и температурногорежима работы передачи.
Для нерегулируемых передач с модулем св. 1 мм установлены шесть классов отклонений межосевого расстояния , обозначаемых в порядке убывания точности римскими цифрами I, II, III, IV, V, VI.
Гарантированный боковой зазор в каждом сопряжении обеспечивается при соблюдении предусмотренных классов отклонений межосевого расстояния. Например, для передач с модулем св.1 мм сопряжения H и E обеспечиваются при II классе, а сопряжения D,C,B и A - соответственно при III, IV, V и VI классах соответственно.
Для гарантированного бокового зазора j n min по ГОСТ 1643 установленыряды значений , зависящие от вида сопряжения и равные допускам (IT q ) определенных квалитетов по ГОСТ 25346 на соответствующее межосевое расстояние передачи (табл. 15).
Таблица 15
Соответствие видов сопряжения и видов допусков j n
| Виды сопряжений | H | E | D | C | B | A | Примечание |
| Виды допусков бокового зазора, Т jn | h | h | d | c | b | a | Дополнительные виды допусков: x, y, z |
| Гарантированный боковой зазор j n min | IT 7 | IT 8 | IT 9 | IT 10 | IT 11 | Допуск на соответствующее межосевое расстояние a | |
| Классы отклонений межосевого расстояния | II | II | III | IV | V | V I | На нерегулируемые передачи |
| Примечание. Обозначения видов сопряжений расположены в порядке возрастания допусков бокового зазора. |
Величина необходимого бокового зазора, соответствующая температурной компенсации , определяется по формуле:
j n I = a [α 1 (t 1 – 20 0)- α 2 (t 2 - 20 0)] ∙ 2Sinα,
где a – межосевое расстояние передачи, a = m (z 1 + z 2)/ 2 , мм; α 1 и α 2 - коэффициенты линейного расширения для материала соответственно зубчатых колес и корпуса; t 1 и t 2 – предельные температуры, для которых рассчитывается боковой зазор,соответственно зубчатых колес и корпуса. При расчетах можно принять: α стали = 12∙10 -6 , 1 / град; α чугуна = 11∙10 -6 , 1 / град; α алюмин. = 20∙10 -6 ,1 / град.
При угле исходного профиля α = 20 0 получим:
j n I = 0,684 a [α 1 (t 1 – 20 0)- α 2 (t 2 - 20 0)].
Величина бокового зазора, обеспечивающая нормальные условия смазки, зависит от окружной скорости и способа подачи смазки. Ориентировочно ее можно определить в зависимости от модуля.
Задание и исходные данные к расчету
Для заданной пары зубчатых колес установить степени точности по нормам кинематической точности, плавности и контакта; назначить комплекс контролируемых показателей и установить по стандарту числовые значения допусков и предельных отклонений по каждому из контролируемых показателей.
Выполнить рабочий чертеж одного зубчатого колеса в соответствии с требованиями стандартов.
Параметры зубчатого зацепления указаны в табл. 1.
Расчет начальных параметров
Межосевое расстояние aW рассчитывается по формуле:
где d1 и d2 – диаметры соответственно шестерни и колеса.
aW=(69+150)/2=110 мм.
Расчет параметров зубчатого зацепления.
Согласно , табл. 5.12 и 5.13 назначаем 8–ю степень точности передачи, так как окружные скорости невысоки, как и передаваемые мощности. Данная степень точности отмечена как наиболее используемая.
Назначим комплекс показателей точности, пользуясь материалом табл. 5.6., 5.7., 5.9., 5.10., назначаем:
допуск на радиальное биение зубчатого венца Fr:
допуск на местную кинематическую погрешность f"i:
допуск на предельные отклонения шага fpt:
fpt=±20 мкм;
допуск на погрешность профиля ff:
Пусть суммарное пятно контакта обладает следующими параметрами:
ширина зубчатого венца bW составляет по высоте зуба не менее 50 % и по длине зуба не менее 70 % – тогда справедливо:
допуск на непараллельность fХ:
допуск на перекос осей fY:
допуск на направление зуба Fb:
шероховатость зубьев RZ:
Минимальный боковой зазор рассчитывается по алгоритму примера главы 5.3. :
где jn1 и jn2 – соответственно слагаемые 1 и 2.
где а – межосевое рассстояние, мм;
aР1 , aР2 – коэффициенты теплового расширения соответственно для зубчатых колес и корпуса, 1/° С;
t1 , t2 – предельные температуры, для которых рассчитывается боковой зазор соответственно зубчатых колес и корпуса, ° С; принимаем согласно заданию t1=50, t2=35.
jn min=59 мкм. Cледовательно, пользуясь табл. 5.17., принимаем вид сопряжения С и IV класс отклонения межосевого расстояния. Тогда предельное отклонение межосевого расстояния:
Максимальный возможный боковой зазор определяется по формуле:
jn max=jn min+0.684 (TH1+TH2+2fa) ,
где TH1 , TH2– допуск на смещение исходного контура;
fa – предельное отклонение межосевого.
jn max=325 мкм.
Назначим контрольный комплекс для взаимного расположения разноименных профилей зубьев. Для этого из табл 5.30. возьмем длину общей нормали W при m=3 и zn=2 – число одновременно контролируемых зубьев.
Wm=10.7024 мм;
W=m*Wm =23.1072 мм.
Верхнее отклонение EW ms, мкм:
EW ms= EW ms1 + EW ms2 ,
где EW ms1 , EW ms2 – наименьшее дополнительное смещение исходного контура, соответственно слагаемое 1 и 2:
EW ms=71 мкм.
Допуск на среднюю длину общей нормали:
![]() .
.
Данный результат отображается на чертеже.
Дополнительно
Проектирование технологии ремонта гидроцилиндров с использованием полимерных материалов
Одно
из направлений повышения эффективности производства - его переоснащение
современной техникой, внедрение передовых технологических процессов и
достижений современной науки.
В
лесной промышленности и лесном хозяйстве таким направлением наряду с увеличением
единичной мощности выпускаемой те...
Кибернетика и синергетика – науки о самоорганизующихся системах
Фронт современной науки простирается от
сравнительно частных, конкретных концепций относительно различных областей
физического и химического мира, до глубочайших теорий, охватывающих различные
сферы природы, общества и технической деятельности человека. К последним
следует отнести кибернетику и...







